 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備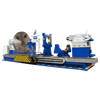 重型臥式車牀系列
重型臥式車牀系列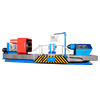 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列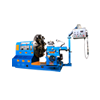 大型落地車牀系列
大型落地車牀系列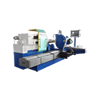 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞數控車牀在編程時,爲了描述數控車牀的運動,簡化程序編制的方法及保證紀錄數據的互換性,數控車牀的座標系和運動方向均已標準化,ISO和我國都擬定了命名的標準。通過這一部分的學習,能夠掌握數控車牀座標系、編程座標系、加工座標系的概念,具備實際動手設置數控車牀加工座標系的能力。
1.機牀原點:即機牀座標系的原點或機牀零點。機牀原點是機牀上的一個固定點。車牀的機牀原點一般定義在主軸旋轉中心線與車頭端面的交點或參考點上。
2.機牀參考點:機牀開機後的第一步操作,稱爲回參考點,用來確定機牀座標系。參考點爲機牀上一固定點。其固定位置,由X向與Z向的機械擋塊及電機零點位置來確定,機械擋塊一般設定在Z軸正向最大位置。當進行回參考點的操作時,裝在縱向和橫向拖板上的行程開關,碰到擋塊後,向數控系統發出信號,由系統控制拖板停止運動,完成回參考點的操作。
程序原點即工件座標系的原點,也就是程序的加工起點,是人爲設定的點。設定的依據既要符合圖樣尺寸的標註習慣又要便於編程。因此當編程時,一般先找出圖樣上的設計基準點,並通常以該點作爲工作原點數控車牀工件原點一般選擇在軸線與工件右端面、左端面或卡爪的前端面的交點上。一般以工作右端面與軸線的交點作爲工作原點。
如果以工件原點爲座標原點,建立一個z軸與x軸的直角座標系,則此座標系就稱爲件座標系。另外,工件座標系一旦建立一直有效,直到被新的工件座標系取代。
如果以機牀原點爲座標原點,建立一個Z軸與X軸的直角座標系,則此座標系就稱爲機牀座標系。當機牀完成回參考點的操作時,即建立機牀座標系。
在數控車牀上,我們始終認爲工件靜止,而刀具是運動的。這樣編程人員在不考慮數控車牀上工件與刀具具體運動的情況下,就可以依據零件圖樣,確定數控車牀的加工過程。
在數控數控車牀上,數控車牀的動作是由數控裝置來控制的,爲了確定數控車牀上的成形運動和輔助運動,必須先確定數控車牀上運動的位移和運動的方向,這就需要通過座標系來實現,這個座標系被稱之爲數控車牀座標系。
①伸出右手的大拇指、食指和中指,並互爲90°。則大拇指代表X座標,食指代表Y座標,中指代表Z座標。
③圍繞X、Y、Z座標旋轉的旋轉座標分別用A、B、C表示,根據右手螺旋定則,大拇指的指向爲X、Y、Z座標中任意軸的正向,則其餘四指的旋轉方向即爲旋轉座標A、B、C的正向。

 客服1
客服1  客服2
客服2